Fixed partial denture has always been considered as the golden standard for replacement of missing teeth as it will improve patient’s comfort, masticatory ability, and patient’s self-image [1].
Precise marginal seating and internal fit of cast restorations are important factors to fulfil biological, physical and aesthetic requirements of restorations. Marginal fit and Internal fit relies on both clinical and laboratory procedures. Accurate fit of the restoration margin to the finish line is necessary to prevent gingival inflammation and secondary caries, which will lead to failure of prosthesis [2].
The direct laser sintering process has substantially extended the area of application in dentistry to overcome the inadequacies of the casting process [8]. Among the several direct metal forming techniques, selective laser sintering offers great potential benefits due to its capability to directly build three dimensional metallic components from metal powders with minimal or no post processing requirements [9].
The selective metal laser sintering was first introduced by Deckard and Beaman wherein a high energy focused laser beam directly fuses a localized region of a thin layer of metal powder in accordance with the sliced 3D computer aided design (CAD) model [10]. Using this rapid prototyping technique, it is possible to create a three dimensional free form objects like dental crown directly from the CAD models [11]. Tolga akova reported that laser sintering is a promising new technology which may replace casting of the base metal alloys [12].
Many studies have compared the accuracy of the restorations fabricated by casting methods and Metal laser sintering technology [13,14]. But there is a lack of documentations regarding the comparison of the marginal and internal accuracy of restoration fabricated using casting method and laser sintering method.
This study was conducted to compare the internal and marginal discrepancy of laser sintered cobalt chromium copings and conventionally cast cobalt chromium copings.
Materials and Methods
This in-vitro study was conducted to evaluate and compare the internal and marginal discrepancy of laser sintered cobalt chromium copings and conventionally cast cobalt chromium copings.
Preparation of Master Metal Die
A crown model of 15 mm height and 10 mm thickness with 1 mm of finish margin representing a prepared crown was designed using AUTO-CAD software and this design was used to mill 20 identical stainless steel dies [Table/Fig-1a] using CAM technology (Wicak-II milling machine). This 20 stainless steel dies were divided into two groups, i.e., Group 1 and Group 2 consisting 10 stainless steel dies each. Samples in Group 1 were used to fabricate laser sintered metal copings and Group 2 samples were used to fabricate conventional metal copings. All 20 dies were scanned using a 3M LAVA ESPE scanner [Table/Fig-1b] and virtual models were created using computer aided designing (CAD). This CAD data representing virtually prepared models are used to virtually design metal copings of 0.5 mm thickness with 20μ spacer between the coping and virtual models [Table/Fig-1c].
Fabrication of Group-I Samples (Laser Sintered Copings)
The Group 1 CAD data [virtually designed metal copings] were fed into 3M LAVA EOSINT M270 machine (Direct Laser Sintering machine) [Table/Fig-2a] and 10 laser sintered CO-Cr copings [Table/Fig-2b] were fabricated using rapid prototyping technology in which a high precision, high energy laser (yb-fibre laser about 200W with compressed air of 7,000 hpa) was used to melt a controlled deposition of Co-Cr powder (EOS Chrome-Cobalt MP1 [Cobalt 62-66%, Chromium 24-26%, Molybdenum 5-7%, Tungsten 4-6%, Iron 0.7%, etc]) corresponding to the design. The laser sintering machine worked on a movable platform by sintering the incremental layer of the cobalt chromium alloy (EOS) powder sized 20 microns thickness at a rate of 1.6 mm3/s. For each layer, the machine laid down a film of cobalt chromium alloy powder with an accurate thickness. The metal platform, then moves down to a pre-programmed layer thickness, a fresh film of alloy powder was laid down and next layer was melted. This process was continued layer by layer until the complete structure of 10 metal copings was completed.
Laser Sintering Machine (LAVA 3M EOSINT M270)

Laser Sintered Co-Cr Copings (Group-1)

Fabrication of Group-2 Samples (Conventional Cast Copings)
To maintain the uniformity of the wax pattern in Group-2 samples, the manual wax pattern was avoided and replaced with the CAD/CAM WAX milling. The CAD data of virtually designed copings were sent to the milling machine (5-axis, 3M Lava). The wax block was held in the spindle in the milling machine and the bur milled the wax block in 5 axis. The 10 wax patterns [Table/Fig-2c] are milled and separated with the cutting disk. The milled pattern was checked in the respective dies for fit. The margins were analyzed with the magnifying lens.

The patterns were sprued using prefabricated sprue wax (Renfert, Germany. LOT 200807) of thickness 2.5 mm and 3.5 mm was used. Point of attachment was done at 45 degrees to the line angle where occlusal and the axial surface meets since this was the thickest portion of the pattern [15]. To avoid distortion of the wax pattern, sprue former was attached to the pattern when the pattern was on the die. A 6 mm distance was provided from the top of the casting ring to the pattern. Surfactant (Aurofilm, Bego, Germany. LOT 6784) was applied on the wax patterns before investing to decrease the water repellent effect of wax and decrease the surface tension and to ensure complete coverage of the intricate portion of the patterns with the investment material. This allowed smoother castings with reduced casting nodules and better fit of the casting on the die, it was then allowed to dry for 3 minutes. Casting ring was lined with 1 mm of non-overlapping layer of moistened cellulose ring liner (Bego). The liner was placed in the ring and secured with sticky wax. This lined ring was then soaked in water for a minimum of one minute. It was then shaken off excess water.
The wax patterns were invested using Wirovest investment material which was vacuum mixed (Bego Easy Mix Germany) with a recommended powder, liquid ratio (160 gm of investment material to 24 ml of liquid [30% investment liquid (Begosol) + 70% Double distilled water]). Wax patterns were carefully painted with the investment mixture by means of a fine sable hair brush. The casting ring lined with cellulose acetate liner was then filled with investment material under mechanical vibration and allowed to set for 1hour. Then wax burn-out procedure was carried out at 250-270oC and preheat procedure was carried out at 270-950oC in two stage and casting was done using Bego induction casting machine (Fornax, Germany). Castings were divested, cleaned and air abraded with 110/150 micron alumina particles in a sandblasting unit (MINI SAB) at 0.4 mPa pressure. Sprues were removed using silicon carbide disks and castings were finished using rubber wheels. Single nodule of 0.25 μm diameter or less were removed with a round bur, castings with any nodules greater than 0.25 μm diameter were rejected. All castings were ultrasonically cleaned [Table/Fig-2d].
Conventional cast Co-Cr copings

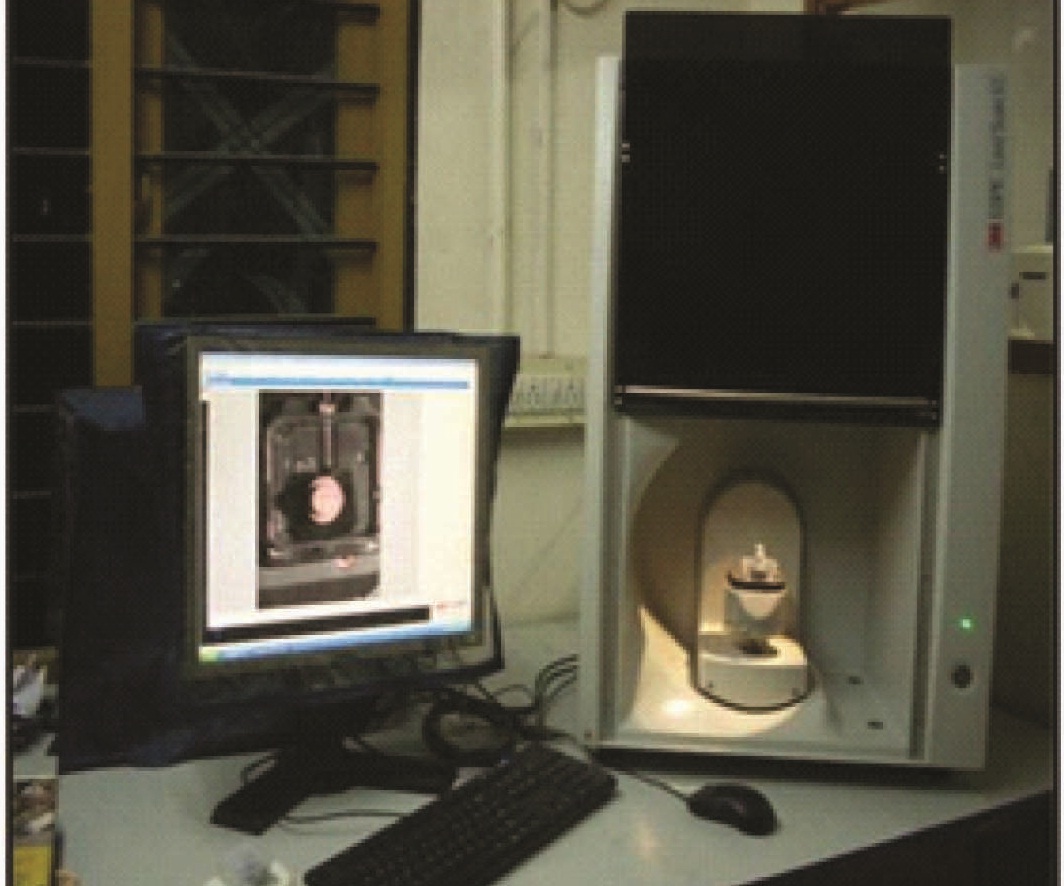
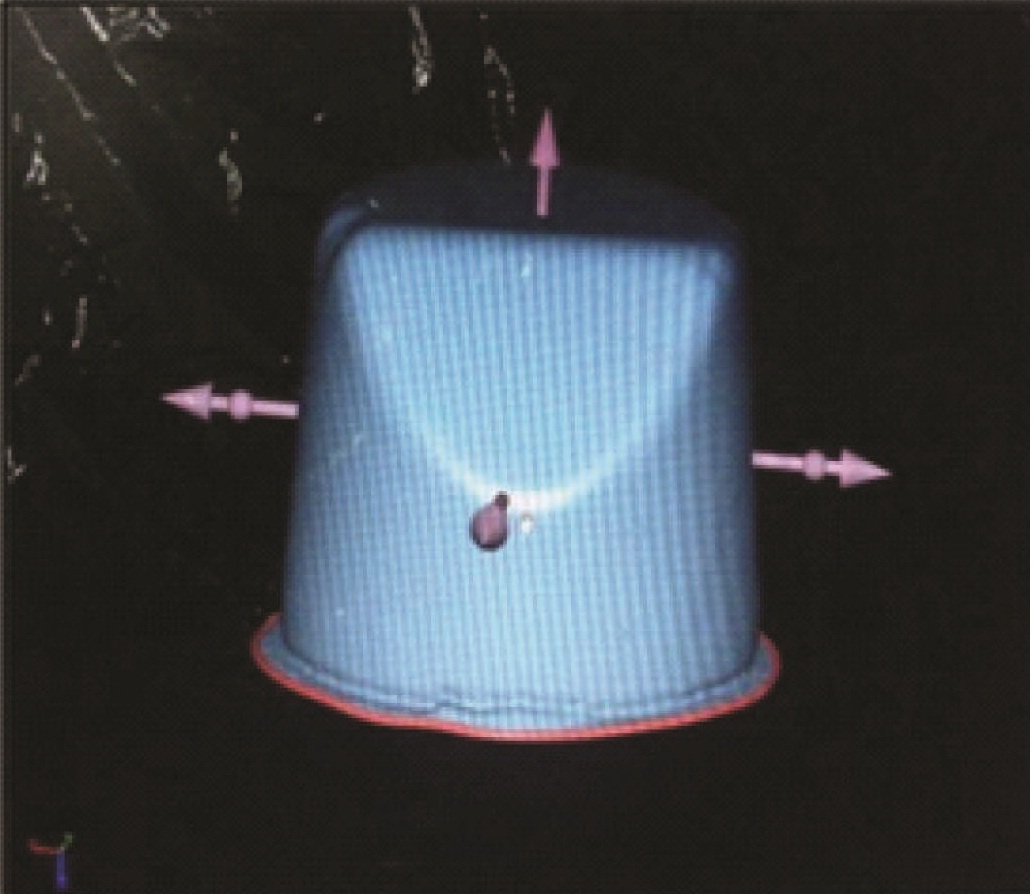
The Group-1 and Group-2 sample copings were seated and cemented onto their respective dies using Zinc Phosphate cement. A black colour dye was added to the cement [5] to provide a contrast field during stereomicroscopic evaluation. Then the samples were sectioned using Auto-Cad Wire Cut Iridium Technology (Electronica, Electra, Mektron, Maxicut 734). The sectioned surface was then finished using silicon carbide abrasive papers from coarse to fine (320, 400, 600, 800, 1000, 1500 and 2000) to make the surface highly polished. The sectioned samples were scanned under Reflected Light Stereomicroscope (VERSAMET 3, Union opt, Co. Ltd, Japan) at 50 times magnification [Table/Fig-3]. and the internal gaps were measured at four selected points on either side of axial wall and marginal gaps were measured at margins on either sides of the sectioned dies.
Stereomicroscope (Versamet 3,, Union Opt. Japan. With Clemex Image analyzing system)

Results
Scanned datas were tabulated [Table/Fig-4]. Data analysis was performed using SPSS version 17 software for statistics. The mean values were compared among the study groups using t-test and variance between the groups were compared using Levene’s test of variance and the p value < 0.001 was considered statistically significant [Table/Fig-5]. The mean internal and marginal discrepancy of Laser sintered metal copings are 107.6 μ and 102.15μ respectively. The mean internal and marginal discrepancies for the conventional cast metal coping are 187.09μ and 176.5μ respectively.
Mean Internal and Marginal fit of Laser sintered metal copings and Conventional Cast metal copings.
| Samples | Laser Sintered metal copings | Conventionally casting metal copings |
|---|
| Internal fit | Marginal fit | Internal fit | Marginal fit |
|---|
| 1 | 114.93 | 111.01 | 192.125 | 201.5 |
| 2 | 101.6 | 110.04 | 199.62 | 188.5 |
| 3 | 104.5 | 110.3 | 195.47 | 166.5 |
| 4 | 100.12 | 102.85 | 193.92 | 187.5 |
| 5 | 102.5 | 98 | 185.25 | 168 |
| 6 | 119.15 | 83.5 | 177.5 | 171 |
| 7 | 110.27 | 113.5 | 183.35 | 165.5 |
| 8 | 99 | 114.5 | 173.6 | 167 |
| 9 | 116.05 | 82.8 | 179.38 | 169 |
| 10 | 107.775 | 105.85 | 190.67 | 181 |
| Mean | 107.6μ | 102.15μ | 187.09μ | 176.5μ |
Mean value and Standard deviation
| N | GROUP | | MEAN | Sth. Deviation | Test of significance |
|---|
| 10 | Laser sintered crowns | Internal fit | 107.60 | 10.9820 | .000 |
| Marginal fit | 102.15 | 17.27 |
| 10 | Conventionally cast crowns | Internal fit | 187.09 | 11.4768 | .000 |
| Marginal fit | 176.57 | 25.82 |
Discussion
A study was conducted to compare the internal and marginal discrepancy of laser sintered cobalt chromium copings and conventional cast cobalt chromium copings. Marginal and Internal fit are two important factors for the success of the any restoration. Marginal inaccuracies causing retention of plaque may lead to marginal gingival inflammation, gingival recession and formation of secondary caries below the margins of the crown [16,17]. Marginal inaccuracy is one of defects that are the frequent cause for the failure of restorations [7,12]. Thus, irrespective of any crown fabrication techniques followed, the marginal and internal fit of the casting is of prime importance for the success of the restoration [18].
The fit of restorations can be measured at various points between the restoration and the tooth. Clinically important measurements are the distance from the internal surface of the casting to the axial wall of the preparation and the distance from the prepared margin on the tooth to the casting margin [19].
The present study is focused on evaluating the difference in internal and marginal fit of laser sintered cobalt chromium crowns and conventionally cast cobalt chromium crowns. The study was carried out under controlled laboratory conditions to evaluate the accuracy of fit in the internal surface to axial wall of tooth and the cervical margin of the coping to the edge of the finish line.
To standardize the study, a die was designed using AUTO-CAD software and 20 identical metal dies were milled using the CAD data. All metal dies were scanned in lava 3M scanner and virtual models were made. Twenty samples were divided into two groups, Group 1 and Group 2 consisting of ten samples each. The CAD data of scanned dies were sent to the laser sintering machine to fabricate the copings of Group 1 and the same data was sent to lava milling machine to mill the wax pattern to fabricate copings by conventional casting technique for Group 2. The thermoplastic characteristics of the wax can lead to distortion resulting from thermal changes and release of internal stresses. In order to minimize the distortion of patterns, a medium-hard milled wax pattern was used in this study.
All copings were cemented to respective dies using zinc phosphate cement under finger pressure and standardized sectioning of the copings were made and internal and marginal discrepancies were measured under stereomicroscope [20]. The results were tabulated. The discrepancies ranged from 50 to 265 μ were considered as clinically acceptable [21].
The mean internal and marginal discrepancy values of two copings systems were evaluated; Group-1 samples showed a mean internal discrepancy of 107.6 ± 10.98μ and mean marginal discrepancy of 102.15 ± 17.27μ and Group-2 samples showed a mean internal discrepancy of 187.09 ± 11.47μ and mean marginal discrepancy of 176.57 ± 25.82μ. This was in accordance with the study done by Anders Örtorp. The reason for high marginal discrepancy for conventional cast cobalt chrome alloys may be due to higher fusion temperature, which causes dimensional changes due to high coefficient of thermal contraction associated with the cooling of the solidified alloys and also due to difference in alloy compositions [7,22].
On comparing the mean values of internal fit among samples within Group-1, the lowest discrepancy was 99μ and highest discrepancy of 119μ. Whereas on comparing the internal fit of samples within Group-2 samples the lowest discrepancy was 173.6 μ and highest discrepancy was 199.62 μ. Though discrepancies was found among both the groups, Group 1 showed lower discrepancy when compared to Group 2. This shows that the Laser Sintered metal copings have better internal fit when compared to that of Cast metal copings. These results were similar to the studied done by Ucar [12].
On comparing the mean marginal discrepancies among the samples of Group 1, the lowest discrepancy was 82.8μ and highest discrepancy was 114.5μ. Whereas comparing the marginal discrepancies among the samples of Group 2, lowest discrepancy was 166.5μ and highest discrepancy was 201.5μ. Though discrepancies was found among both the groups, Group 1 showed lower discrepancy when compared to Group 2. This shows that the Laser sintered metal copings have better marginal fit when compared to that of Cast metal copings.
The better fit of Laser sintered metal copings are attributed to the precise, selective laser sintering and rapid solidification of cobalt chrome powder which occurs in small sections. This minimizes the chance of shrinkage of the alloy [10].
The difference in mean internal and marginal discrepancies between Group1 and Group 2 was statistically significant with the p value < 0.001. This difference in the fit among the two groups may be due to shrinkage of wax patterns, high setting expansion of investment [7] and high coefficient of thermal expansion of the molten metal of the samples of Group 2. Limitation of the study is that, this is an in vitro study conducted in a contained laboratory conditions, further more in vivo studies have to be conducted to compare the internal and marginal discrepancies of laser sintered and conventional casting methods.
Conclusion
Within the limitations of the study, the results are conclusive of the fact that the copings fabricated by Laser sintering technique showed better internal and marginal fit than the copings fabricated by the conventional casting technique with a statistically significant p value of <0.001. Thus the laser sintering technique overcomes the casting failures.